嚴(yán)格的原材料選用
科學(xué)嚴(yán)謹(jǐn)?shù)墓に?/h3>
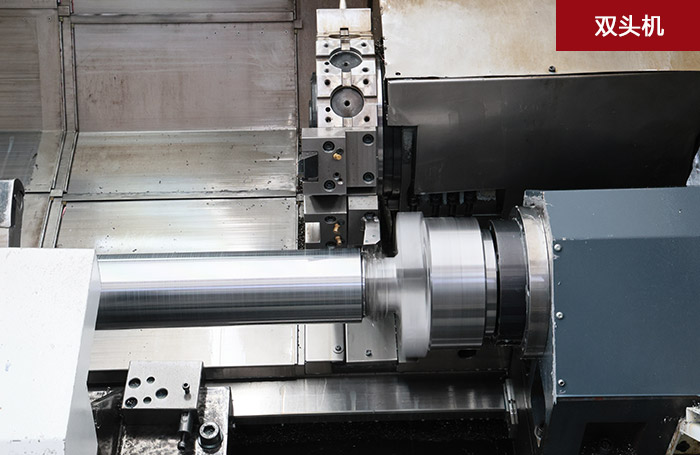



缸體加工工藝
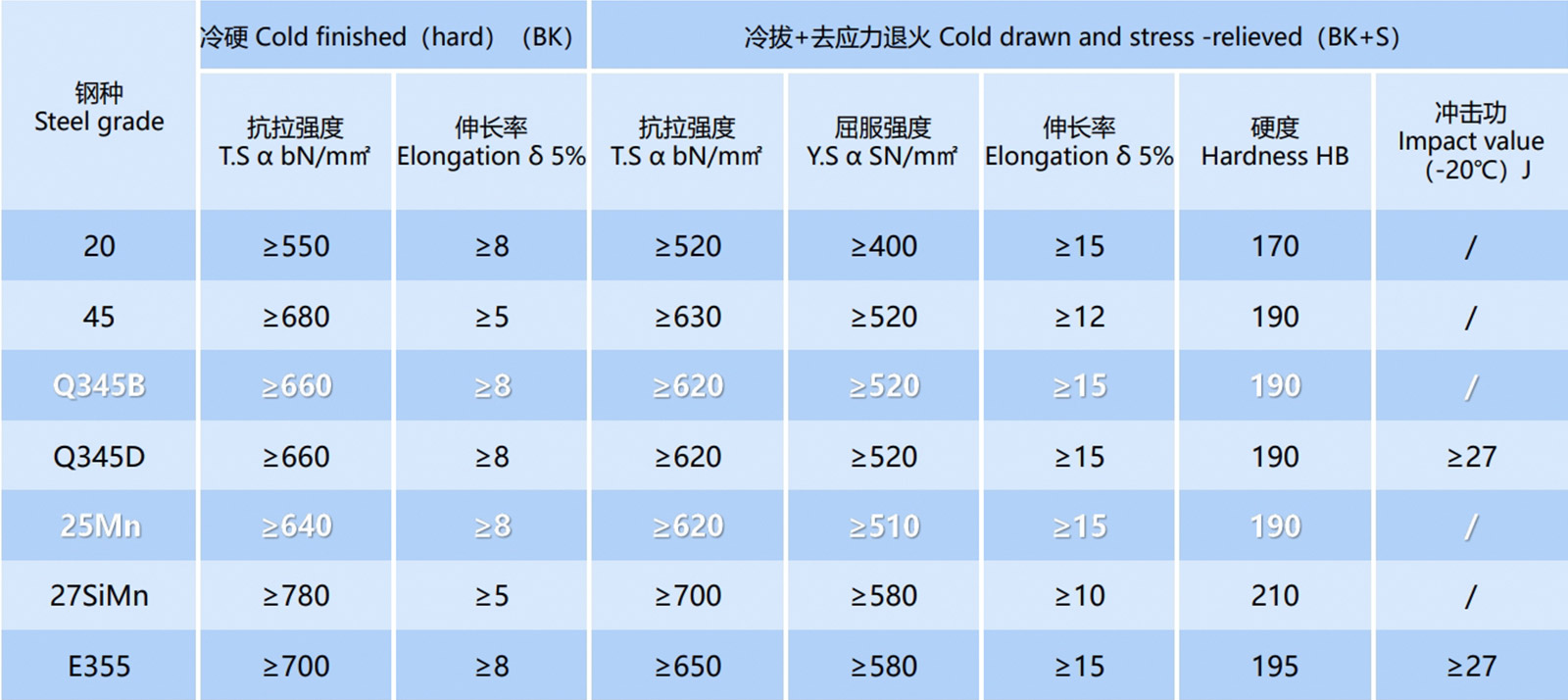
備料:20#,45#,16Mn,25Mn,27SiMn等高精度冷拔管
雙頭機(jī):車(chē)長(zhǎng)度 車(chē)排車(chē)檔 車(chē)焊接坡口 鉆油口 锪平
焊接:珩磨前將油口、法蘭、中間銷(xiāo)軸、安裝板等焊接好,避免焊后缸體內(nèi)孔變形
滾壓/珩磨:鏜鉸后再珩磨,保證內(nèi)孔直線度和橢圓度
精車(chē)內(nèi)螺紋:以排車(chē)檔為基準(zhǔn)加工內(nèi)孔螺紋,同心度不超過(guò)0.1mm
焊接后蓋/后耳環(huán):采用松下、EWG進(jìn)口雙脈沖專(zhuān)業(yè)焊接設(shè)備和機(jī)器人自動(dòng)焊接設(shè)備焊接后蓋以及其他附件
噴砂:缸筒噴砂可以加強(qiáng)油漆的附著力,保證油漆質(zhì)量


活塞桿加工工藝
粗車(chē)軸頭:保證螺紋強(qiáng)度,去除余量后調(diào)質(zhì)
車(chē)外圓:外圓留余量1.5~2.5mm
調(diào)質(zhì)處理:加溫至800度,保溫5小時(shí)。硬度HRC23-28
焊接:自動(dòng)環(huán)縫焊接,保溫12小時(shí)后探傷
粗磨外圓:外圓留余量0.25~0.3mm
數(shù)控精車(chē):精車(chē)電焊臺(tái)階,活塞檔螺紋
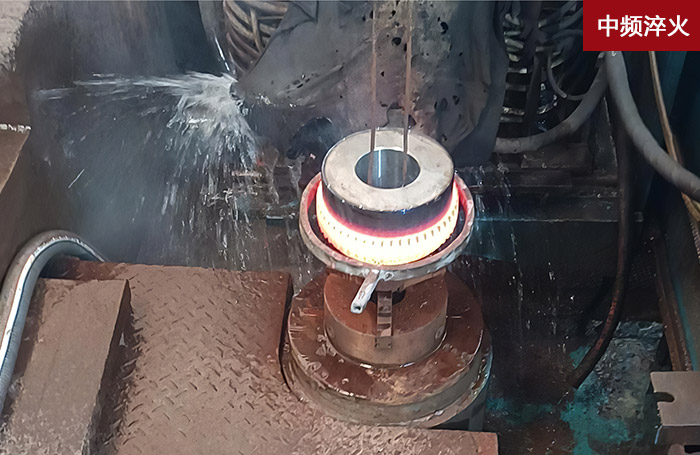
中頻淬火:行程區(qū)淬火深度:1.5-2mm 硬度:HRC45-52
車(chē)焊疤:前耳與活塞桿間圓弧連接,R>5mm
精磨:行程區(qū)外圓精磨至鍍鉻前尺寸
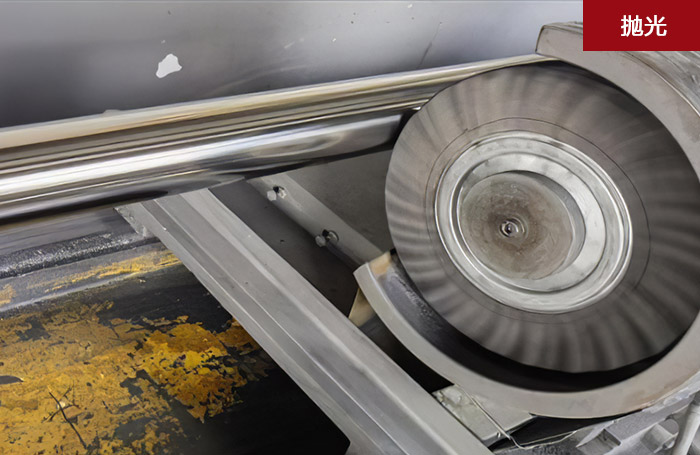
拋光:精拋,保證鍍鉻前活塞桿表面光潔度
鍍鉻:鍍硬鉻,表面硬度HV900-1000。鹽霧試驗(yàn)達(dá)到120h
 蘇公網(wǎng)安備32021102001991
蘇公網(wǎng)安備32021102001991